










Adresa:
No.233-3 Yangchenghu Road, Xixiashu Industrial Park, Xinbei District, Changzhou City, Jiangsu Province




| br. | Promjer D | R kut R | Duljina flaute Lc | Ukupna duljina L | Dia drške d | Broj oštrica F |
| NNB-4R-D4-R0.2 | 4 | 0.2 | 10 | 50 | 4 | 4 |
| NNB-4R-D4-R0.5 | 4 | 0.5 | 10 | 50 | 4 | 4 |
| NNB-4R-D5-R0.5 | 5 | 0.5 | 13 | 50 | 6 | 4 |
| NNB-4R-D5-R1 | 5 | 1 | 13 | 50 | 6 | 4 |
| NNB-4R-D6-R0.5 | 6 | 0.5 | 15 | 50 | 6 | 4 |
| NNB-4R-D6-R1 | 6 | 1 | 15 | 50 | 6 | 4 |
| NNB-4R-D8-R0.5 | 8 | 0.5 | 20 | 60 | 8 | 4 |
| NNB-4R-D8-R1 | 8 | 1 | 20 | 60 | 8 | 4 |
| NNB-4R-D10-R0.5 | 10 | 0.5 | 25 | 75 | 10 | 4 |
| NNB-4R-D10-R1 | 10 | 1 | 25 | 75 | 10 | 4 |
| NNB-4R-D10-R2 | 10 | 2 | 25 | 75 | 10 | 4 |
| NNB-4R-D10-R3 | 10 | 3 | 25 | 75 | 10 | 4 |
| NNB-4R-D12-R0.5 | 12 | 0.5 | 30 | 75 | 12 | 4 |
| NNB-4R-D12-R1 | 12 | 1 | 30 | 75 | 12 | 4 |
| NNB-4R-D12-R2 | 12 | 2 | 30 | 75 | 12 | 4 |
| NNB-4R-D12-R3 | 12 | 3 | 30 | 75 | 12 | 4 |
| NNB-4R-D16-R1 | 16 | 1 | 45 | 100 | 16 | 4 |
| NNB-4R-D16-R2 | 16 | 2 | 45 | 100 | 16 | 4 |
| NNB-4R-D16-R3 | 16 | 3 | 45 | 100 | 16 | 4 |
| NNB-4R-D20-R1 | 20 | 1 | 45 | 100 | 20 | 4 |
| NNB-4R-D20-R2 | 20 | 2 | 45 | 100 | 20 | 4 |
| NNB-4R-D20-R3 | 20 | 3 | 45 | 100 | 20 | 4 |
| Obrađeni materijali | Lijevano željezo, ugljični čelik, legirani čelik ~30HRC | Nehrđajući čelik | Prethodno kaljeni čelik, kaljeni i kaljeni čelik ~40HRC | Prethodno kaljeni čelik, kaljeni i kaljeni čelik ~50HRC | Kaljeni čelik ~55HRC | |||||
| Promjer (mm) | Brzina rotacije (min⁻¹) | Brzina uvlačenja (mm/min) | Brzina rotacije (min⁻¹) | Brzina uvlačenja (mm/min) | Brzina rotacije (min⁻¹) | Brzina uvlačenja (mm/min) | Brzina rotacije (min⁻¹) | Brzina uvlačenja (mm/min) | Brzina rotacije (min⁻¹) | Brzina uvlačenja (mm/min) |
| 3 | 15900 | 1460 | 8500 | 215 | 13270 | 1140 | 10600 | 755 | 7430 | 430 |
| 4 | 11900 | 1510 | 6370 | 225 | 9950 | 1160 | 8000 | 770 | 570 | 440 |
| 5 | 9500 | 1620 | 5060 | 225 | 7960 | 1210 | 6400 | 810 | 4460 | 465 |
| 6 | 7900 | 1590 | 4250 | 250 | 6630 | 1235 | 5300 | 825 | 3710 | 465 |
| 8 | 5900 | 1590 | 3180 | 250 | 4970 | 1220 | 4000 | 815 | 2785 | 485 |
| 10 | 4700 | 157 | 2550 | 250 | 3980 | 1210 | 3200 | 810 | 2230 | 450 |
| 12 | 4000 | 1570 | 2120 | 250 | 3310 | 1210 | 2650 | 810 | 1855 | 450 |
| 14 | 3400 | 1460 | 1820 | 215 | 2840 | 1130 | 2300 | 755 | 1590 | 430 |
| 16 | 3000 | 1460 | 1590 | 215 | 2480 | 1130 | 2000 | 755 | 1390 | 430 |
| 18 | 2600 | 1440 | 1410 | 190 | 2210 | 1115 | 1800 | 740 | 1240 | 420 |
| 20 | 2400 | 1440 | 1270 | 190 | 1990 | 1115 | 1600 | 740 | 1115 | 420 |
| Maksimalna dubina rezanja | 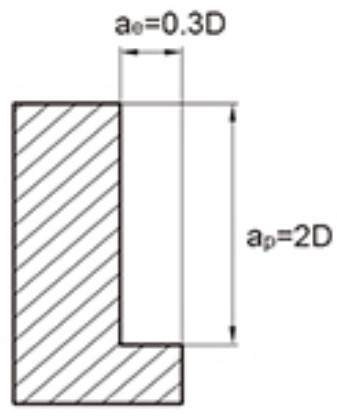 | 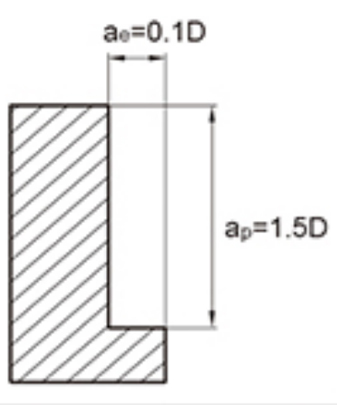 | ||||||||
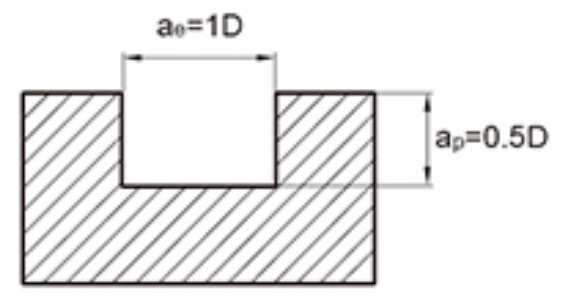 | 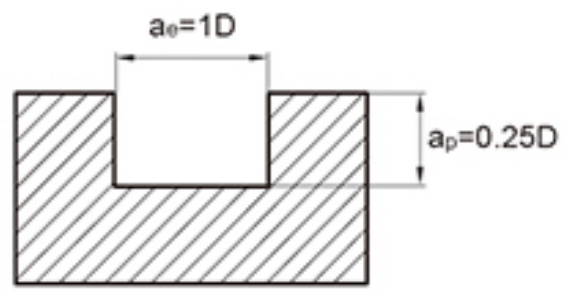 | |||||||||
1. Gornja tablica prikazuje standardne vrijednosti za bočno glodanje. Prilikom rezanja utora s alatom, brzina bi trebala biti 60% do 80% od gornje tablice, a brzina posmaka trebala bi se temeljiti na 50% do 70% kao standard.
2. Koristite alatne strojeve visoke preciznosti i držače alata.
3. Koristite zračno hlađenje ili tekućinu za rezanje za koju je manje vjerojatno da će proizvoditi dim.
4. Preporuča se korištenje sekvencijalnog glodanja za bočno glodanje.
5. Kada je instalacija alatnih strojeva i radnih komada loša, mogu se pojaviti vibracije i neuobičajeni zvukovi. U tom slučaju, brzina i posmak u gornjoj tablici trebaju se smanjivati iz godine u godinu.
6. Smanjite prevjes alata što je više moguće bez smetnji.
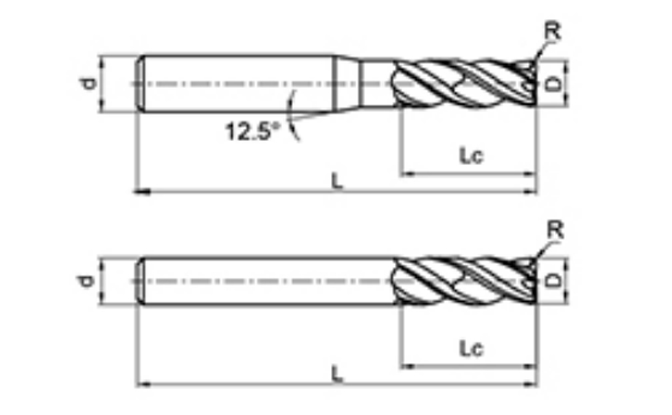
| Serija alata | Promjer | Radijus | Polumjer kuta | Duljina flaute | Efektivna duljina | Ukupna duljina | Dia drške | |||
| D | R | CR | Lc | L1 | L | d | ||||
| NNB karbidna glodala za obradu nehrđajućeg čelika | D0,5~D3,5 | 0 -0,012 | R0,5 ~ R1,75 | /-0,005 | CR0.2~CR0.5 | /-0,005 | 0 0.5 | 0 0.5 | 0.5 -0,5 | h5 |
| D4.0~D10.0 | 0 -0,015 | R2.0~R5.0 | /-0,008 | CR1.0~CR5.0 | /-0,008 | |||||
| D12.0~D20.0 | 0 -0,018 | R6.0~R10.0 | /-0,01 | |||||||
Kružna glodala od nehrđajućeg čelika s 4 žljeba i nejednakim korakom zuba imaju dizajn nejednakog koraka zuba, optimizirajući raspodjelu sile rezanja, učinkovito smanjujući vibracije rezanja i poboljšavajući stabilnost strojne obrade. Ovaj dizajn je posebno prikladan za materijale koje je teško obraditi, osiguravajući dulji vijek trajanja alata uz povećanje kvalitete obrađene površine.
Rezač je proizveden korištenjem visokoprecizne tehnologije brušenja i odabranog materijala protiv lomljenja visoke žilavosti od 0,5 μm, u kombinaciji s najnovijom tehnologijom premaza za nehrđajući čelik kako bi se dodatno smanjio otpor rezanja. Optimizirani spiralni kut od 38°-41° pomaže smanjiti toplinu rezanja, poboljšava učinkovitost uklanjanja strugotine i osigurava glatkiju obradu.
Prikladno za obradu širokog raspona materijala, uključujući lijevano željezo (S50C/HT250/Q235), legirane čelike (P20/H13/D2), alatne čelike, kaljene i poboljšane čelike (NAK80/718H/FDAC), toplinski obrađene čelike (SKD61/1.2343ESR), nehrđajuće čelike (SUS304/316/316L) i legure titana (Ti-6Al-4V), ima izvrsne performanse u rasponu tvrdoće od 22HRC do 55HRC.
Dostupan je širok raspon specifikacija, s promjerima rezača u rasponu od 4 mm do 20 mm, i izbornim radijusima luka od 0,2 mm do 3 mm, zadovoljavajući različite potrebe strojne obrade. S različitim opcijama za duljinu rezača, promjer drške i ukupnu duljinu, modeli su raznoliki i mogu se fleksibilno kombinirati kako bi zadovoljili različite scenarije precizne strojne obrade.
Osnivanje poduzeća
Zaposlenici

Changzhou Maton Tools Co., Ltd. nalazi se u ekonomski razvijenoj regiji delte rijeke Jangce. Tvornica se nalazi u visokotehnološkoj razvojnoj zoni Xixiashu, poznatom gradu alata u Kini. Mi smo Kružno čeono glodalo od nehrđajućeg čelika s 4 žlijeba s nejednakim korakom zuba Dobavljači.
Magotantools primjenjuje sustav kvalitete ISO9001 kao standard, pod vodstvom poslovne filozofije "nulte greške u proizvodima" i "nulte udaljenosti u servisu", temeljene na duhu "integriteta", "jedinstva" i "iskorištavanja", te slijedi pošten i pravedan stil upravljanja. Proizvodnja proizvoda koristi petoosne i šestoosne CNC centre za brušenje i obradu iz Njemačke, Švicarske, Japana itd., te je opremljena visokopreciznom opremom za ispitivanje kao što je ona iz Njemačke, Japana i Kine, kako bi se zadovoljile potrebe proizvodnje s visokom kvalitetom i količinom.
Tvrtka kontinuirano razvija razne visokoučinkovite CNC alate i osvojila je razne nacionalne nagrade. Profesionalno Kružno čeono glodalo od nehrđajućeg čelika s 4 žlijeba s nejednakim korakom zuba Tvornica. Više od 10 patenata, proizvodi tvrtke uglavnom se koriste u obrambenoj industriji, zrakoplovnoj industriji, automobilskoj industriji, elektroničkim proizvodima i kalupima te drugim područjima.
Različiti proizvodi tvrtke prepoznati su i omiljeni od strane poznatih domaćih tvrtki. S beskonačnom tehnologijom, beskonačnim stvaranjem i težnjom za izvrsnošću, Magotan alati će pisati budući prosperitet i snove s izvanrednim samopouzdanjem i visokom kvalitetom.
Odgovorit ćemo vam u roku od 12 sati nakon primitka upita radnim danom.
Mi smo proizvođači, proizvodimo i prodajemo se.
Uglavnom proizvodimo glodala od volframovog čelika, svrdla i ostale alate od tvrdih legura. Profesionalno Kružno čeono glodalo od nehrđajućeg čelika s 4 žlijeba s nejednakim korakom zuba Dobavljači.
Naši proizvodi pokrivaju gotovo cijelu industriju kalupa, obrambenu industriju, zrakoplovnu industriju, automobilsku industriju, elektroničke proizvode i druga područja.
Da, naš glavni fokus je na prilagođenim proizvodima. Razvijamo i proizvodimo proizvode na temelju crteža ili uzoraka koje dostave kupci. Proizvodi po narudžbi Kružno čeono glodalo od nehrđajućeg čelika s 4 žlijeba s nejednakim korakom zuba.
Imamo preko 30 jedinica WALTER-a iz Njemačke, Makina iz Japana, ROLLMATIC-a iz Švicarske i TTB-a iz Švicarske, s godišnjom proizvodnjom od 80 milijuna RMB. Mi smo Kružno čeono glodalo od nehrđajućeg čelika s 4 žlijeba s nejednakim korakom zuba Tvornica
Prvo, nakon svakog procesa provodimo odgovarajuće inspekcije. Za konačni proizvod provest ćemo 100% potpunu inspekciju u skladu sa zahtjevima kupaca i međunarodnim standardima;
Zatim, imamo naprednu i kompletnu vrhunsku opremu za ispitivanje u industriji, kao što su spektralni analizatori, metalografski mikroskopi itd., koja može osigurati stabilnost i konzistentnost alata za rezanje, a istovremeno ispunjava zahtjeve kupaca za visokoprecizno ispitivanje alata za rezanje.
Prilikom ponude, potvrdit ćemo s vama način transakcije, FOB, CIF, CNF ili druge opcije. Prilikom proizvodnje u velikim količinama, obično prvo uplatimo 30% avansa, a zatim preostali iznos plaćamo po predočenju otpremnice. Uglavnom koristimo T/T kao način plaćanja, ali je prihvatljiv i L/C.
Mi smo Kružno čeono glodalo od nehrđajućeg čelika s 4 žlijeba s nejednakim korakom zuba Dobavljači u Kini. Naši tragovi su diljem svijeta, pružamo kvalitetne proizvode i usluge kupcima iz cijelog svijeta.

No.233-3 Yangchenghu Road, Xixiashu Industrial Park, Xinbei District, Changzhou City, Jiangsu Province

+86-18068566610

sales@magotan-tools.com
+86-18068566610
